


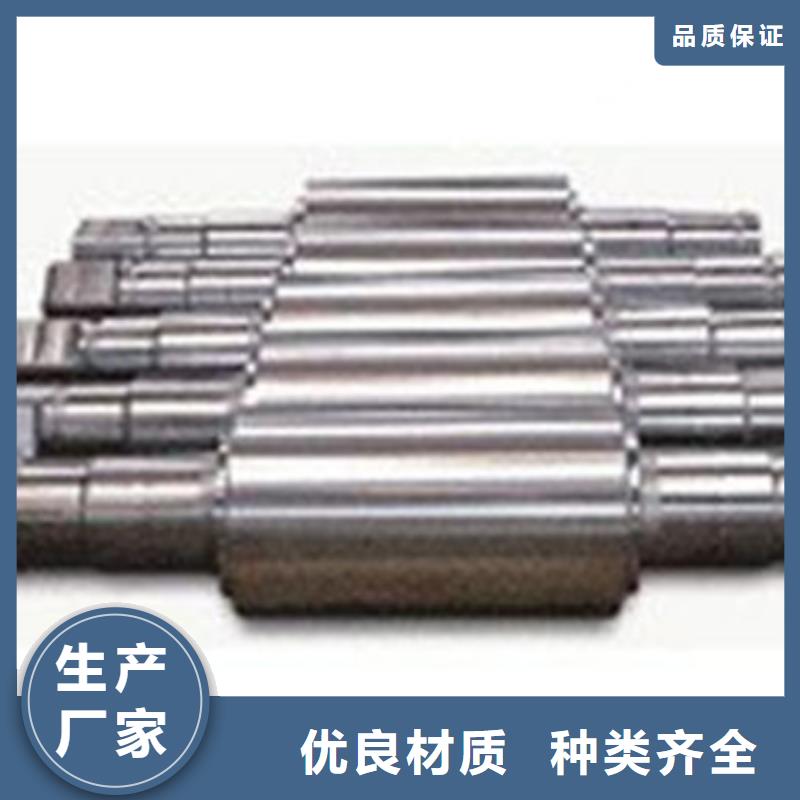
离心铸造高速钢轧辊工艺的流程:
1、冶炼时,外层高速钢在中频炉中熔炼,选用优质合金料和钢铁料进行熔炼。Nb、W、V铁先破碎再入炉。分两次冶炼, 次加95%,第二次添加余料,并进行调。出钢时包底加入变质剂变质,以细化基体和碳化物。中间层材料和芯部材料在工频炉冶炼,特别是芯部材料球墨铸铁铁水在出炉时,在胞内加入适量的球化剂和孕育剂进行球化、孕育处理,以保证轧辊辊颈的力学性能。
2、浇注时,浇注外层高速钢钢水时应选择较大的重力系数,同时辊模温度应尽量低,钢水的浇注温度也尽可能低。等钢水在旋转的辊模中凝固后,再浇注中间层金属液。中间层凝固后停机,合箱浇入芯部铁水。浇注中可采用玻璃保护渣。



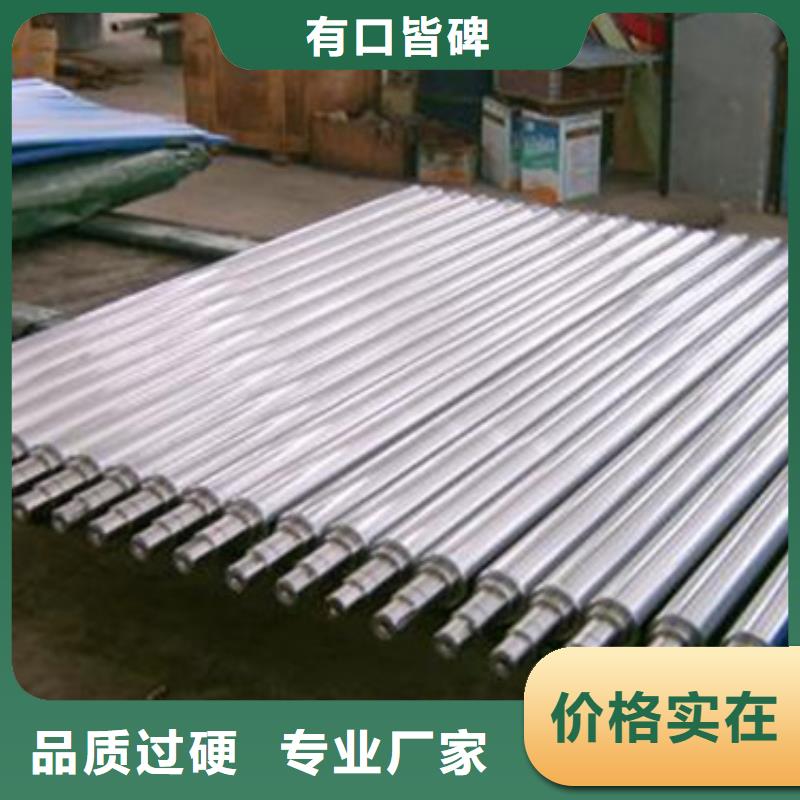
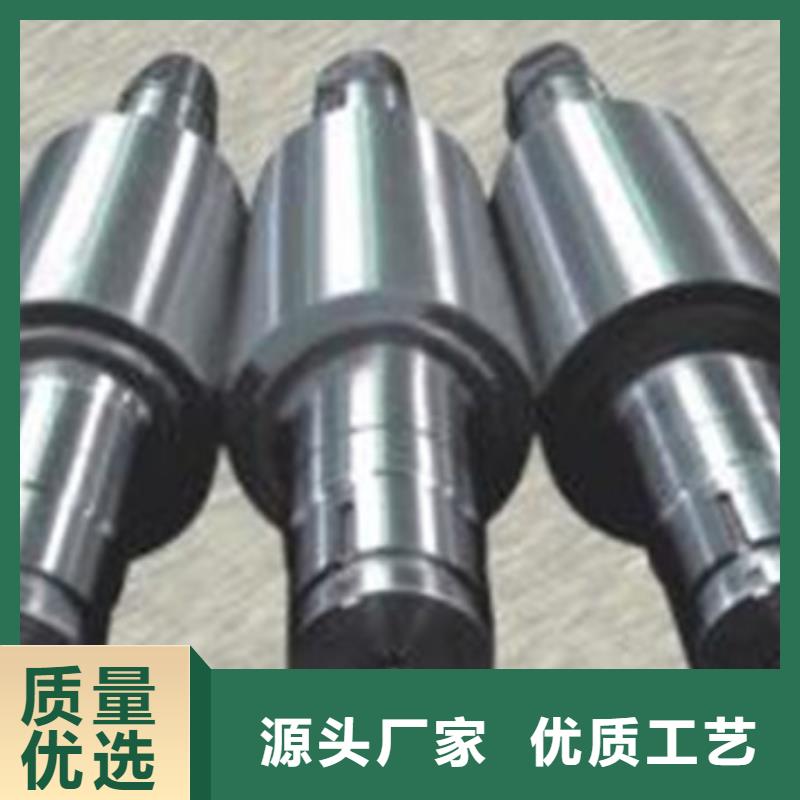
其主要质量要求有强度、硬度、耐热性及耐用性。轧制强度是基本的指标,在满足强度要求的同时,还必须有一定的耐冲击韧性。要使轧辊具有足够的强度,主要从选择轧辊材质及确定合理的轧辊结构与尺音上考虑。轧辊强度足够与否,可根据轧辊强度计算确定。
硬度通常是指轧辊工作表面的硬度,也是轧辊的主要质旦指标。它决定轧辊的耐磨性,在一定程度上决定轧辊的使用寿命。轧辊的硬度可通过材料选用及对轧辊表面进行某种热处理来满足要求。另外,对于热轧辊来说,它还应具有一定的耐热性,以保证轧制产品的精度,同时也决定轧辊的使用寿命。随着轧制技术的发展及市场的激烈竞争,对轧辊的技术要求越来越难。提高轧辊的使用寿命,可降低产品酌生产成本,对于板带轧机的轮辊来说,对轧辊表面质量提出了更高要求。



河南南阳守合同重信用企业,新物通物资(南阳市分公司)拥有先进的 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管生产设备,建立了完善的质量控制和质量保证体系,运用科学而严格的现代化体系,通过完善的检测设备和手段确保出厂 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管产品合格率,从而保证给用户及时提供符合相关要求的可靠的 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管产品。 “以质量铸造品牌、以服务追求发展”,是公司的一贯宗旨。公司制定了严格的服务措施:售前、售中由遍及全国的销售网络来完成,售后有公司的专业售后服务部来实施。

